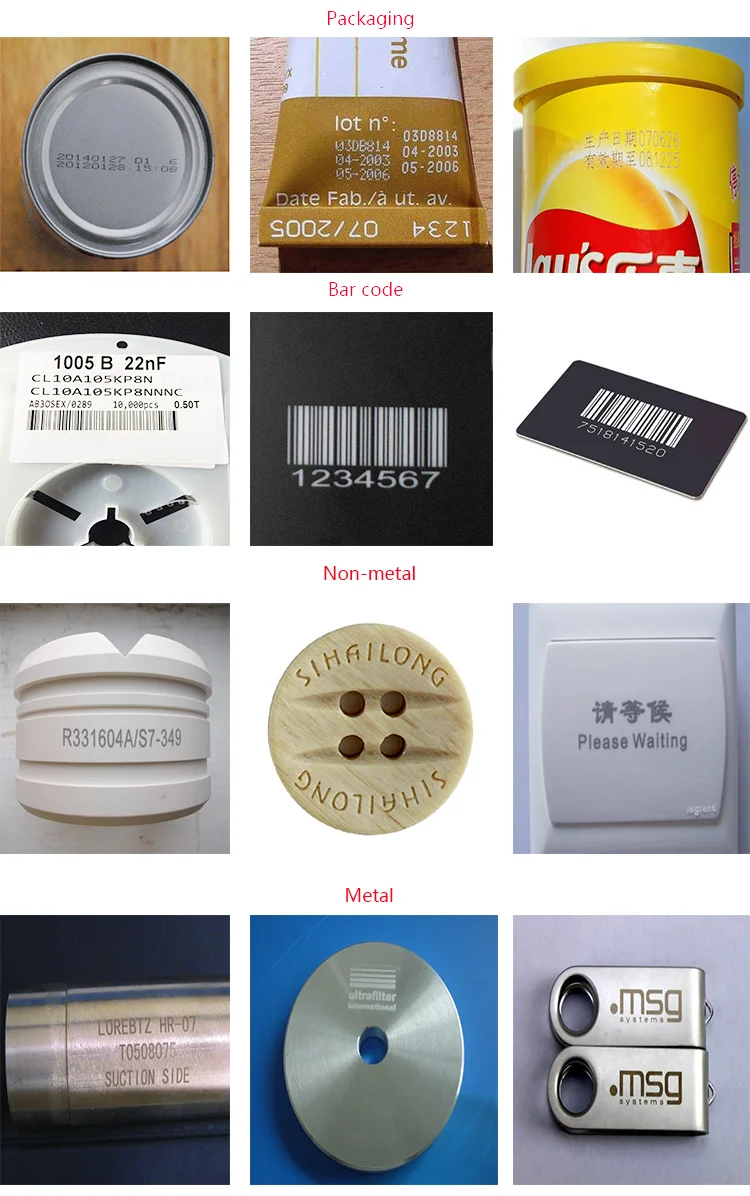
为了熟悉与掌握雕刻机的操作方法和工艺要求,对各行业加工工艺作了简单汇总。大面积激光雕刻机,雕刻面积越大相对应的雕刻效果也会差一点。因为大面积雕刻机横梁越长会出现较严重的共振(震动)。半切是比较复杂的一个工艺,经常用到的行业有布料、手机按键、反光材料等等。要求底板平整度也非常高,激光器一般用国产管也能达到变通要求.具体的雕刻速度和光强,对不同用户的材料的不同,其参数组合也不尽相同,大致情况是:
1、纸箱包装行业(橡胶板)
橡胶版雕刻选用50mm聚焦镜片,格式采用 PLT和BMP两种。PLT主要应用勾边。两种格式各有优点,具体情况具体分析。当雕刻的字高度大于10mm或者图案笔画线条大于1.5mm的,您可用勾边方式,一秀7mm单层普通橡胶版为例,勾边时表面加湿报纸,配漏气喷气杯,防止吹气过大把湿报纸吹起来,这样使勾出来的线更细腻。此时速度的一般调整为:0.5-0.8米/分,速度越快,锯齿越大; 光强的调整为:20%-50%。随着深度的不同加以调整,如果要更深一些光强可达60%-70%。双层橡胶版则是:4mm双层橡胶版光强要达1.5mm深,速度一般要调到0.5米/分,光强为45%,视具体情况而定。如果您雕刻的字高度小于10mm时,这时一般采用雕刻,此时速度一般调整为:10-15米/分;光强的调整为顶深18%-28%,深度55%-75%,坡度0.8-1.5之间,分辨率一般为500-600dpi,文字越密或者越小,光强也要设置得小,坡度也相对设置得越小。
2、布料绣花行业
布料切割一般选用50mm聚焦镜片,单层切割正常速度是5米/分,光强为40%,气泵功率大小,蜂窝底板的好坏和平整度,光强的大小都会影响到布料切割效果。光强越大,热辐射越大,轻薄会产生缺口。目前切割最大问题是发黄现象,把布料平整的放在蜂窝底板上,开启抽风机,及时抽走烟尘,防止切割时产生的烟尘把布料熏黄,开启空压机,保证吹气郊果,吹走割缝内杂质挥发物和烟尘,吹气使用惰性气体(如氮气)更理想。
(1)、普通面料的切割(无纺、涤纶、的确良、丝质、色丁、斜纹等)布料属于轻薄材质,为保证切口效果,我们一般选用50mm聚焦镜片,光斑细、切缝小。开启激光机器外部设备(抽风、吹气),将布料平整地吸附于蜂窝底板上,吹气先用大功率气泵气压缩机。速度:大图形或图形外部曲线平滑部分可以采用较高的速度,以690机为例,一般在3-10米/分;小图形或图形内部曲线或拐角多的部分采用低速,一般在0.5-3米/分,光强:光强的匹配原则是高速配大光强,低速配小光强,一般调整时光强为30-60;低速时为18-35%,并且要有大小光强差值,一般在5-15%左右,以实现切割直线和曲线加减速时大小光强的匹配。
(2)特殊布料的切割(白棉布、无尘布、含PC和塑胶成分布料等)工艺要求:白棉布要求切割不发黄,无尘布切割后不变色、切口不发硬,对于这两种布料,我们要选用50mm聚焦镜,最好是进口射频激光器,以保证光斑的质量和稳定性。开启抽风、吹风(切白棉布时开启空压机),有条件建议使用氮气。速度:1.5-3米/分,光强:20-30%,由于要实现不发黄和切口不变硬的目的,我们要采用中速匹配适当的光强来切割,太快的速度我们必须要提高光强,这样切口会因大光强的高温烧焦而变色或变硬,速度太慢光能在切口停留时候过长,也不能取得理想的效果。就目前的设备和工艺而言,要完美的达到这种工艺要求有一定困难,特别是较厚的白棉面,切口都会有变色,无尘布也会有轻微发硬的出现。
(3)双层布料(不干胶)的切割(上层切透而下一层没有损伤或轻微损伤)
这是电子行业加工工艺,对激光器的光控精度、稳定性以及光强速度的匹配有较高要求,目前我们一般采用国产玻璃管打样,基本能达到效果,但针对大批量加工而言建议使用进口射频激光器。开启抽风吹气,将布料平整的吸附于蜂窝上,并且要调整蜂窝底板四个角的平整度。速度光强设定:具体参数依材质而定,两都能够达到一个较好的匹配就行,一般上一层在1.5-6米左右,光强在18-35左右;下一层光强速度没有具体要求,在保证较好切口质量的前提下可以尽可能开快一点,另外在设定光强时也要有差值,这样保证在加减速时实现切割的深度保持一致。(有些材料不能吹气)
(4)商标织唛的切割(布料、织唛、商标)
商标切割我们目前主要采用全自动摄像和半自动手动切割两种工作模式,精度主要取决于机器的调试和定位的精度,每个织唛出来都有些差异,每个完全沿边切不可能。对于切割的要求我们采用的方式与普通的布料切割差不多,不过由于织唛商标在精度和硬度上都比布料要大得多,在光强和速度上也有较大区别。速度和光强视具体加工件而定,参考参数:速度1.2-5米/分,光强20-55%。
3、有机玻璃
有机玻璃的材料有很多种,进口和国产相差很大,进口有机玻璃切出来很光滑,有些国产杂质太多,会起泡。亚克力的切割一般采用低速的机器,因为激光管功率不是很大,而且薄料精度要求比较高。一般速度不超过3米/分,直线导轨产生细密纹路,光滑度也好。目前我们有五种聚焦镜,以聚焦镜焦距区分为(50mm\63.5mm\75mm\100mm)
根据材料厚薄介绍:
厚料的切割(10-20mm)
10mm以上有机玻璃的一般采用75mm聚焦镜,25mm以上的有机玻璃采用100mm聚焦镜,最深能切割32mm有机玻璃。10mm有机玻璃切割:切割时速度一般为0.08-0.12米/分,光强60-70%。在光强60%时光最稳定的,漏气喷气杯调节气流量大小,使边缘更光滑。因为吹风越大切割时熔化物体被辅助高压气体吹回到有机玻璃上形成不光滑面。尽量把风调小。有时候,客户需要加纸或者加上薄膜切割,这时风不能太小,否则会着火。切割有机玻璃时速度和光强一定搭配好,速度越慢,光滑度并不是越好。15mm以上的有机玻璃最好采用进口大功率的激光器。有机玻璃雕刻时用漏气喷气杯,尽量不要雕太深,雕太深很难达到底部平整度,气体越大会影响雕刻边缘效果,要雕刻得更精细和清晰,不能太深和吹小气,亚克力雕刻需要注意的是分辨率的设置,如果输出BMP格式,分辨率一般要在600dpi以上,此时速度为8-18米/分,光强为20%-30%,清扫时关闭吹气使底部更平滑。
薄料的切割(2-10mm)
5 mm以下的有机玻璃采用50mm聚焦镜,切割时速度一般为0.35-0.8米/分,光强为45-65%,5-10mm有机玻璃一般采用63.5 mm聚焦镜,切割时速度为0.15-0.3米/分,光强为50-75%,大面积雕刻机,进行雕刻时若出现较严重的共振(震动),也会造成雕刻机的精度大降低,所以切割有机玻璃机型的幅面尽量不要超过1米,还有有机玻璃雕刻人物图像过程中产生一些白色粉末,从而感觉更清晰,如果雕刻完要用水抹掉,显得更模糊。要看像具体效果而进行哪些加工。
玻璃(或镜子)的雕刻
对于一些真玻璃雕刻,有些客户在玻璃上雕刻出磨沙的效果,但是尖细的地方都会碎裂,所以速度和光强都要求很高。一般速度在10米/分,光强在35%。镜子雕刻一般都用金属打标机,底部更细腻平滑。
4、木料切割与雕刻
木板雕刻主要应用在模切板、木板模型、木皮拼花、衣架雕刻、木制相框等等。木板材料有夹板、实心木板、中密度纤维板,目前应用切割最多的是夹板。一般夹板区分3mm、5mm、7mm这些都能切割,正常3mm夹板样速度在1.2米/分能切穿,有些实心板可切10mm。具体情况看材料而定。6mm模切板切割时最好使用63.5mm聚焦镜,速度在0.2-0.4米/分,光强为75-80%,加上大气泵或者空压机,效果更理想。木板模型切割一般厚度为3 mm以下,一般速度是0.5-1.2米/分。
木皮拼花切割一般配双聚焦镜,要求高的客户,尽量选用射频管。因为射频管光斑细腻,、切缝细小。
衣架雕刻-进行雕刻时最好选用小面积小型雕刻机。
木板雕刻根据图形的大小,要求效果而设定机速度。有的客户要雕得更黑,可选择离焦雕刻。气泵大小影响到烧焦程度。
烫钻模板的切割与雕刻,烫钻模板五花八门常用材料有,切割用:烫钻纸,雕刻用(密度板)或薄亚克力,烫钻纸切割一般采用50mm聚焦镜,开启吹气和吸风,将纸板平整的吸附于蜂窝上,对切割参数和加工工艺没有什么特殊要求,由于切割部位图形不会太大,速度一般为0.5-3.5米/分,光强度值一般为18-40左右,尽可能加大吹气,减轻切口边缘的变色情况。烫钻板雕刻速度在10米/分,光强35%,分辨率在600 dpi以上。具体要看烫钻大小,烫钻越大,烫钻厚度也厚,烫钻板雕得要越深
5、皮革切割和雕刻
皮革主要应用鞋面雕刻、手袋、真皮手套、箱包等等。制作工艺有的打小孔,表面勾线或切割图案,工艺要求:勾线表面不发黄,雕出材料底色,真皮切割边缘不发黑,雕刻得要清晰。材料有合成皮革、PU革、PVC人造革、真皮毛料、半成品、和各种皮革面料等等。雕刻速度具体要看图形大小而定,小图案画线相对速度慢一点,速度在0.8米/分,大图案切割速度在1.5-3米/分,光强在75%,一般皮革都能切穿。真皮切割稍为慢一点,速度在0.4-1.2米/分,光强在60-75%,真皮切割切口处会发黑,空气切割,但切口处会形成氧化层,真皮等要求切口一点不发黑的,很难达到要求;都必须经过加工,例如切割完了可以用橡皮泥将边缘发黑的沾走。还有切出来有异味,到目前为此,还没有办法解决。对于使用氮气切割需要耗用高压氮气,速度慢,成本高,但切割无氧化层,切割效果好一点。不一样的皮料,选用不一样切割方法,例如人造革打标可以在先湿水再打标,效果更理想。真皮切割表面可以加美纹纸,防止表面发黄;边缘发黑,需要特殊处理。
6、双色板雕刻与切割
")
根据材料颜色不同而进行做图,同样一个人物图像在黑白两种双色板上雕出完全相反的效果。雕刻一般采用50mm聚焦镜,通常分辨率在350-500dpi,速度一般在8-20米/分,光强20-30%,气泵大小影响到雕刻烧焦程度。吹气越大,雕刻效果越模糊,所以最好不要吹气,还要把喷气杯拿下来{在不吹所的情况下雕刻会把气嘴堵住。双色板的切割会有点溶边,边缘会发黑,边缘都须经过刀片刮过加工}。速度为1米/分,光强50-60%,有时可加上薄膜切割,切完把薄膜撕掉,边缘表面就更理想。
7、灯饰雕刻与切割
灯饰材料:基本上是PVC,有表面带布的,也有带纸的。制作工艺有打孔,雕花,切割花形等等,有的需要离焦画线,也有切割花形的,具体要看图形大小,一般切割速度在1.5米/分,光强在45%,选用大气泵或者空压机,,边缘都不会发黄。雕刻一般都在15米/分,光强30%,分辨率在200dpi 都达到底部平整。
8、大理石雕刻
一般大理石雕刻采用纯黑材料,没什么杂点。这样经过图像处理就雕刻出来的人物图像清晰。雕刻速度在8米/分,光强在40%、分辨率是600dpi,网线是45线/英寸。
9、纸类切割(剪纸、手机按键薄膜、卡片等等)
剪纸一般采用小机型,双聚焦镜,因为薰纸比较薄,图形都会比较精细,小气泵最合适,能用射频管更理想。手机按键薄膜目前也比较多客户使用,一般用来打样。通常小机型,配50mm聚焦镜。速度在0.5-1米/分,光强在35%以内,图形尺寸基本上所有客户都通过改图来修改来实现,把切割缝尺寸加上去。但是对蜂窝底板平整度要求也很高。
10、刀模版切割
刀模的刀缝主要是0.45mm 和0.7mm两种,对刀缝的要求比较严格,而且要求缝宽上下基本一致。材料是中纤板和一种6mm的胶板,这些材料的都比较硬,只能用慢速切割,所以必须配备空压机。0.45的用63.5的镜片,速度一般是0.2米到0.4米每分钟,0.7的用50的镜片,把线条加粗为0.3mm左右切两次,速度一般是0.3到0.5。
文章来源:武汉三工,,欢迎转载,请保留出处!
")
转载请注明:玄武区利伟真钢材销售部 » 激光打标机 » 激光打标厚度(激光打标最大尺寸)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。