飞行焊:激光扫描头可以从500mm以外的位置进行激光焊接,通过内部振镜的运动,在不移动激光头的情况下,可以进行类似光扫描的焊接,此种焊接方式速度快,移动位置精度高,通常使用机器人来控制激光扫描头的移动轨迹,结合扫描头本身的高速焊接以及外在空间的凌空感,所以取名为“飞行焊”。
焊接头:振镜焊接相对于传统方式,振镜式激光焊接机以高速移动的扫描镜片代替二维工作台,配合强大图形处理功能的专业软件,实现了程序控制的瞬时多点焊接,有效地提高了生产效率和灵活性。焊机使用了扫描镜组的动态焊接工艺,并采用扫描镜片的移动代替工件移动或焊接镜组移动的方式,使振镜镜片在扫描镜头内将激光光束快速在焊点之间切换。
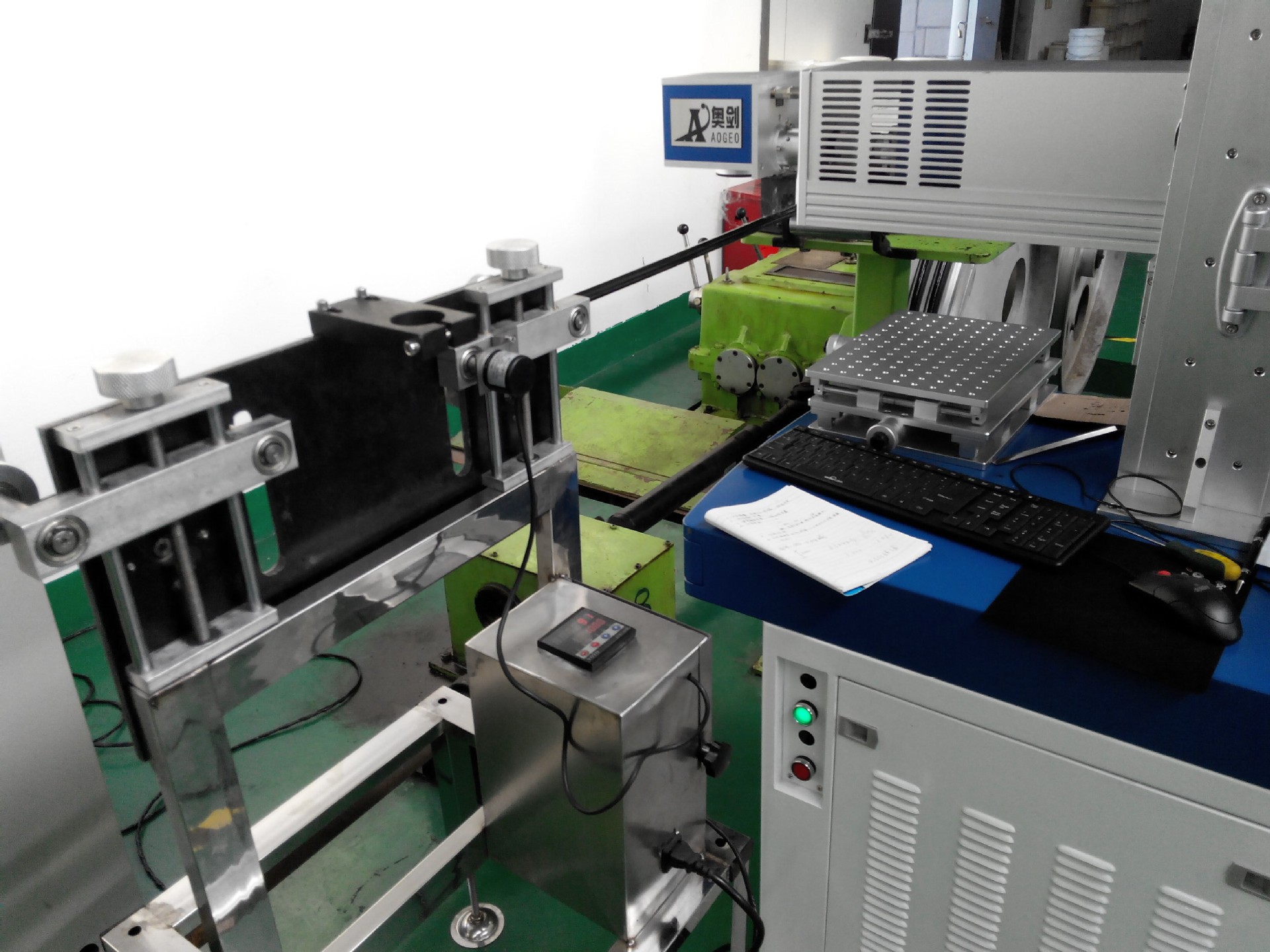
飞行焊接主要组成部分:
THE THIRD PART
点焊VC 激光飞行焊
对比
设备成本
生产效率
焊接效率
焊接区域范围
点焊
高
慢
慢
窄
飞行焊
低
快
快
广
(上述专门对比点焊与激光焊)
(下表举例焊接一个产品的对比)
点焊
34点+打标
4机器人+5个焊枪
打点打标所需特殊工具
加工时间:35s
最快20/分=25.4mm焊缝
飞行焊
34点+打标
1机器人+1激光扫描头
打点打标不需特殊工具
加工时间:13s
最快400/分=5085mm焊缝
THE THIRD PART
同步过程示例 激光飞行焊
THE THIRD PART
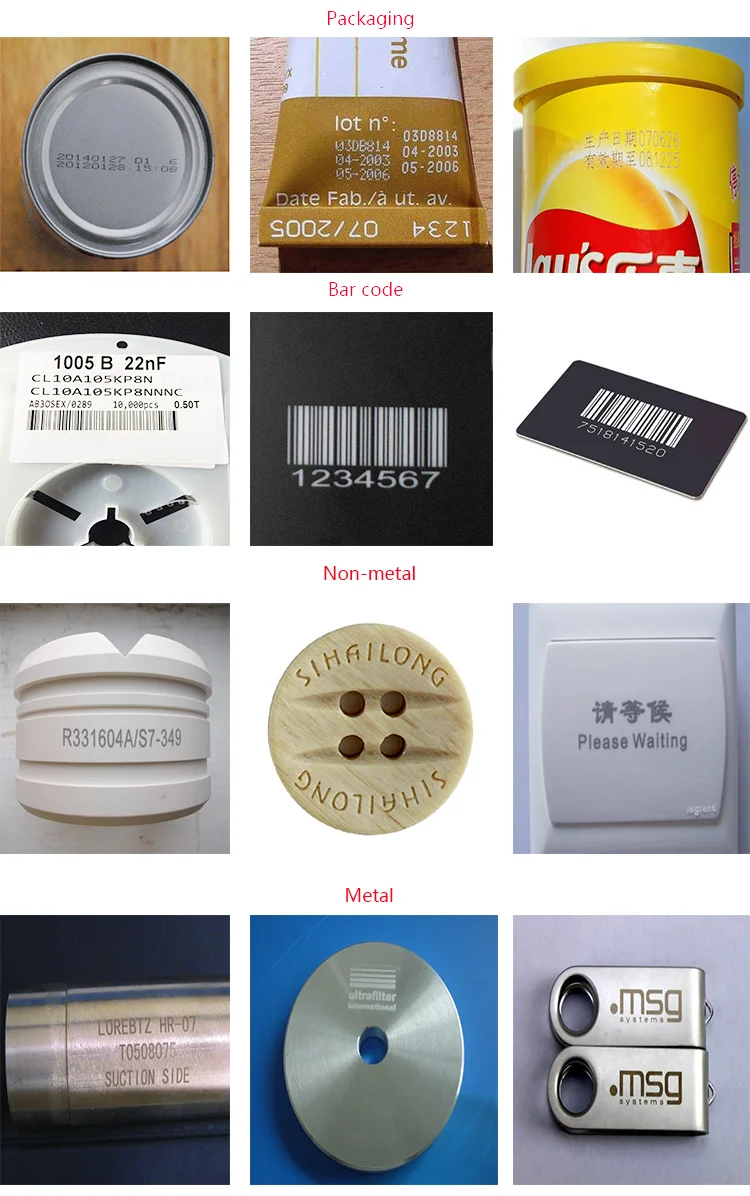
汽车行业的应用 激光飞行焊
汽车座椅
侧门
THE THIRD PART
产品材料的应用 激光飞行焊
THE THIRD PART
汽车行业的应用 冲压车间
车身部件激光拼焊
激光拼焊板的定义:
不同厚度或不同材质及不同表面状态的钢板采用激光拼接方式形成的钢板,以满足零部件不同部位对材料不同性能的需求。
激光拼焊板的优势:
实现不同材料的组合,比如:
对易腐蚀的部位,可采用镀锌钢板;
对承受载荷较大的部位则可采用高强度钢板;
对不受载荷的部位可采用低强度钢板或更薄钢板;
实现不同大小、不同形状的板料的组合,节约材料;
提高结构的可靠性和安全性;
满足汽车对宽幅板的需求;
THE THIRD PART
汽车行业的应用 冲压车间
热冲压成型前的激光拼焊
√ 不同厚度
√ 不同材料属性(例如上部坚硬下边较软)
√ 不同镀层常有铝硅涂层
解决方案: 激光拼焊前使用激光同时清除板材边缘涂层1-2mm,改善板材的焊接性能。
THE THIRD PART
汽车行业的应用 电池模组
(来源:联赢激光)
转载请注明:玄武区利伟真钢材销售部 » 激光打码机 » 激光焊接打标燕生(零件激光打标)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。