点此后需指定任意位置+数字,bywork工作区排版参数后处理 选后处理2一定要把激活自动序列号点上才会自动生成从01999的代码前缀不变再点击 此界面在BYWORK的选择零件编辑零件参数 起始号从1开始 增量代表每次加1 数字位数填你需要多少位数字前缀后缀很好理解的自己去试然后生成排版;要了解激光切割机赚不赚钱,我们先来了解激光切割加工费用计算倍数关系激光切割一般每小时在400来算,即使初期投资设备成本超过50。
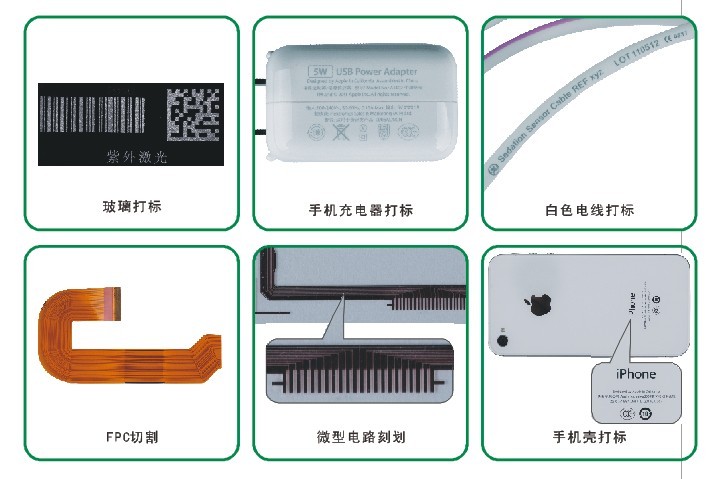
延米就是激光切割一个钣金件割缝的总长度延米的长度计算一般用CAD可以直接测量即每延米价格=钣金厚度*1mm厚度延米价格 比如6毫米的低碳钢板的激光切割一米的价格就等于6板厚×151mm价格=9元米1mm厚度延米价格根据材料不同,地区不同,价格就有所不同比如1mm铝板和1mm碳钢的;激光打标技术是激光加工的最大应用领域之一,通过使用高能量密度的激光对工件进行局部照射,使其表面材料汽化或发生颜色变化的化学反应,从而留下永久性标记这种技术可以打出各种文字符号和图案,字符大小可以从毫米到微米量级,对产品的防伪具有特殊意义聚焦后的极细激光光束如同刀具,能将物体表面材料。
因此,数控编程难度较大,需要相对比较长的学习时间镭射编程是指针对激光切割或者激光打标机进行的编程类似于数控编程,镭射编程也需要使用特定的编程语言如 Gcode 语言,但是相比于数控编程,镭射编程需要考虑的因素比较少,因为激光切割或者打标的操作相对简单,也不需要像数控加工那样考虑很多细节;激光打标公认的原理是两种“热加工”具有较高能量密度的激光束它是集中的能量流,照射在被加工材料表面上,材料表面吸收激光能量,在照射区域内产生热激发过程,从而使材料表面或涂层温度上升,产生变态熔融烧蚀蒸发等现象“冷加工”具有很高负荷能量的紫外光子,能够打断材料特别是。
平均功率=脉冲能量*重复频率每秒钟脉冲的个数峰值功率=脉冲能量除以脉宽激光器从运行上分为连续激光器和脉冲激光器脉冲激光器是指单个激光脉冲宽度小于025秒每间隔一定时间才工作一次的激光器,它具有较大输出功率,适合于激光打标切割测距等;在生活中,我们确实需要一颗爱心,需要一种由爱而滋生的宽容大度淡泊的情怀,这样,就会把 世界看得美好当爱之花在我们灵魂深处绽放的时候,一切尘世间的烦恼纷争误解都将灰飞烟灭,化 作一种春风化雨般的温润记得那是一个星期五的晚上,我打开电视机,调到文艺台,收看“闪电星感动”节目这次说。
激光切割如何打标先走
1、激光打标机软件有LaserGRBLLightBurnEzCad2金橙子ezcad2台湾庆钰1LaserGRBL 这是一款免费的开源激光打标软件,适用于激光雕刻机和激光切割机它提供了直观易用的界面,支持Gcode文件输入,可以实现简单的素材设计和刻印操作2LightBurn 这是一款功能强大的激光打标软件,适用于多种激光设备。
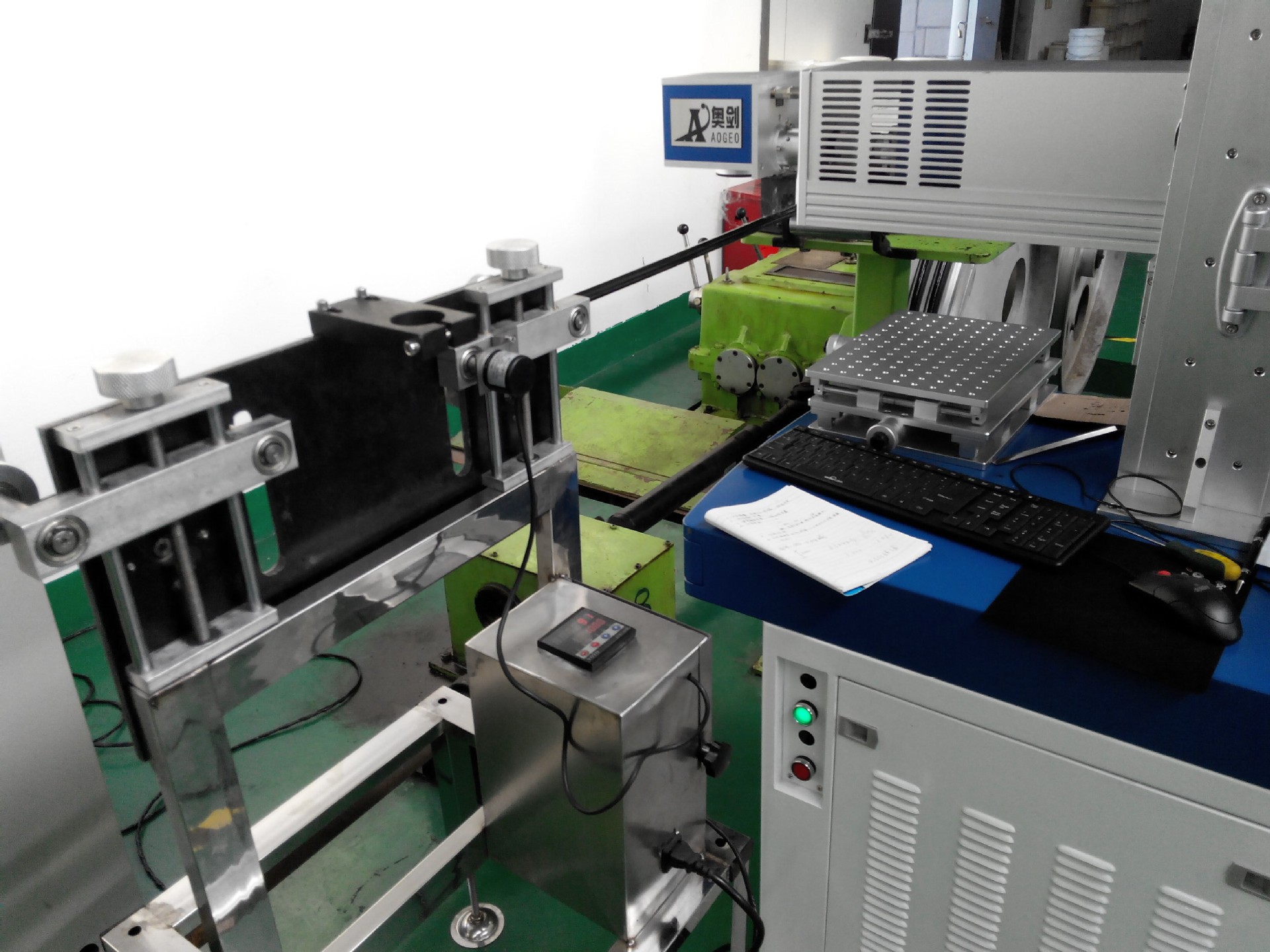
2、激光切割机的光路形式固定,确保了光路的稳定和精确性其工作幅面达到了600毫米乘以800毫米,能够适应大规模的切割作业切割过程由伺服滚珠丝杆传动系统驱动,提供了高精度和稳定的运动控制在定位精度方面,这款机器配备了红光定位指示系统,能确保加工位置的准确无误,其精度可达005毫米,对于精密加工来。
3、利用激光打标机产生的激光对工件进行局部照射,使表层材料汽化或发生颜色变化的化学反应,从而留下永久性标记的一种打标方法其工作原理是由激光发生器生成高能量的连续激光光束当激光作用于承印材料时,处于基态的原子跃迁到较高能量状态处于较高能量状态的原子会很快回到基态,这时就会以光子或量子的。
")
4、焦点位置是激光切割机打标工艺中的另一个重要参数焦点位置的选择会影响激光束的能量密度和分布,从而影响切割深度和打标效果一般来说,焦点位置需要根据材料类型和厚度进行调整,以确保激光束的能量密度和分布最佳气体压力和喷嘴直径是影响激光切割机打标效果的辅助因素气体压力的大小会影响切割过程中的。
5、功率20 速度250毫米每秒 气体空气 落切割头延时05秒 就这样了,希望采纳。
6、就是这个切割参数如何修改成打标参数的,如果这个不会的话,也可以试着去修改一下切割参数,降低功率到400瓦,速度给20米,切割气体改用空气,这个根据机器以及当时的情况来改的 想买激光切割设备可以联系下我,给你推荐你最合适的,必要的情况下给你做工艺这块的技术指导 激光切割网。
激光切割打标工艺设置
1、可以光纤激光打标机是激光打标机中最为流行的一种,光纤激光打标机采用光纤激光器,不仅光束质量好,速度快,而且电光转换效率高,精密激光切割机可以作打标用精密激光切割机是利用激光技术和数控技术设计而成的一种切割专用设备。
2、先快后慢来逐一调节直到材料切割穿为止,如果速度已经非常快了,材料仍然可以切割穿,就降点功率就可以,每种材料找到最佳切割参数后,做个笔记,下次就有大概参数参考了,但参数不是一定的,要根据机器性能功率激光管得衰减程度,再做适当调整 激光切割中得更多问题,咨询锐星激光包括真皮不发黑。
3、一般切割设备不用来做图像打标功能上可以,但是速度太慢一般的打标机,打位图在金属上,主要是处理图片导入位图,设置DPI,调整亮度,对比度,调节打点速度,跳转速度,功率大小等参数然后就可以打了。
转载请注明:玄武区利伟真钢材销售部 » 激光打印机 » 激光切割打标公式(激光切割如何打标先走)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。