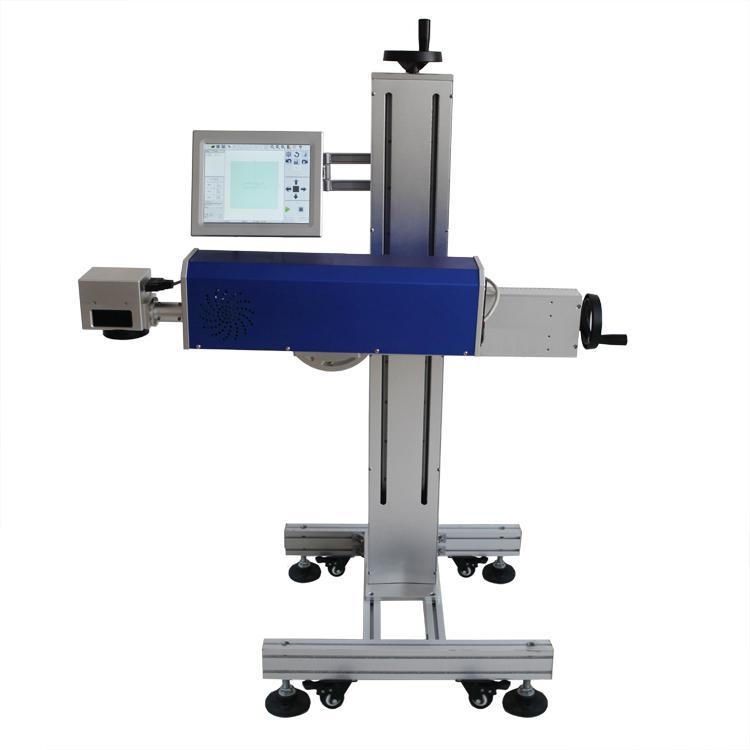
1接通外供电源2打开设备主控箱总电源开关,检查水流水温是否正常3启动计算机并进入光大激光标刻系统4打开激光电源总开关及Q驱动器电源开关附控制面板说明 M1调频激光控制模式,适用于导柱冲针模板 M2不带首脉冲抑制,少用 M3按出光信号连续输出,适用于独立导柱上座 Ton。
下面在看扫描模式,这里我常用的是打点模式我设置是05,双向扫描一般不推荐使用,太慢了左右扫描,调整点功率也不用最右边速度设置2000左右,功率40左右根据产品材质来决定功率大小这里设置40功率属于参考,手机壳打相片的话,功率可设置高一点,频率30左右,频率大小设置问题,频率越大,激光出来的点。
")
1接通进线电源,合上电控箱的空气开关“总电源”此时后板风扇通电开始工作 2打开电脑 3打开控制面板上的红光电源 4打开控制面板上的振镜电源 5打开控制面板上的激光电源 6调出所需打标文件,设置参数 7按键盘 F1 红光预览,按 Esc 停止预览,F2 进行打标或踩脚踏开关即可打标激光打。
")
转载请注明:玄武区利伟真钢材销售部 » 激光打标机 » 激光打标设备使用方法(激光打标设备使用方法图片)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。
你可能喜欢:







继续浏览有关 激光打标设备使用方法 的文章