1、需要激光机操作1先按照比例在激光打标机软件里画一个圆形图案,选择工具栏的绘制圆我们先按照具体大小设置这个圆的直径,圆形画好后,我们再点击文本工具,再点击圆的边长2再把之前的圆型删除即可,然后我们就可以输出自己需要的圆弧文字了。
2、亲,曲面是圆弧面还是波浪面圆弧面的话可以加个旋转夹具,波浪面得看高低差距有多大,差距太 就不好实现了,因为打标的时候焦距对效果的影响大,如果高低差距过大,那焦距不稳定,打标出来的效果可能不太好图中是万霆激光圆弧面的。
3、红光形状很少是可以调整的,你想打出来的字排列成圆或圆弧状的话,只能在电脑上把字排列好,但此时红光仍然是矩形的 最好先用一空白样板试完,再放实际样板打标 你看你的电脑编辑文字的页面,所有文字的大外框是一个矩形的,所以红光也是矩形的,如果这个外框无法调整的话就没办法了。
")
4、如果参数太大,振镜已充分转到,激光此时并没有停止出光,这时拐点会形成重点,增加打标时间如果参数太小,振镜还未 充分转到,就开始打标下一线段,拐弯的地方会出现圆弧 拐点抑制时间抑制拐点处的能量由于拐点处的拐点延时作用,会使拐点处有重点,数设置合适便可以将重点去掉,数值越大,抑制。
5、你看下是要下图中的效果吗 可以根据自己的需求选择合适的方向,如图所示。
6、如果是打不锈钢材料,我们可以将速度设置为800公里,设置为70频率设置为20,如果是打塑料,我们可以将速度设置为一线,功率设置为10~30,频率设置为20点击下方的红光或者是按键盘上的F1,这个时候我们可以摆放我们弓箭在红框位置里,点击镖客或者是按键盘上的F2,这样就开始激光打标了。
7、可以,相当于在一个平面上绘图,再向一个曲面投影,这么说应该比较好理解。
8、飞行穿孔的核心是孔到孔的定位过程中,激光的电子光闸不关闭,在定位过程中直接完成穿孔过程,节省切割时间简单讲,定位过程为青蛙跳跃式其它的均为“伪飞行穿孔”。
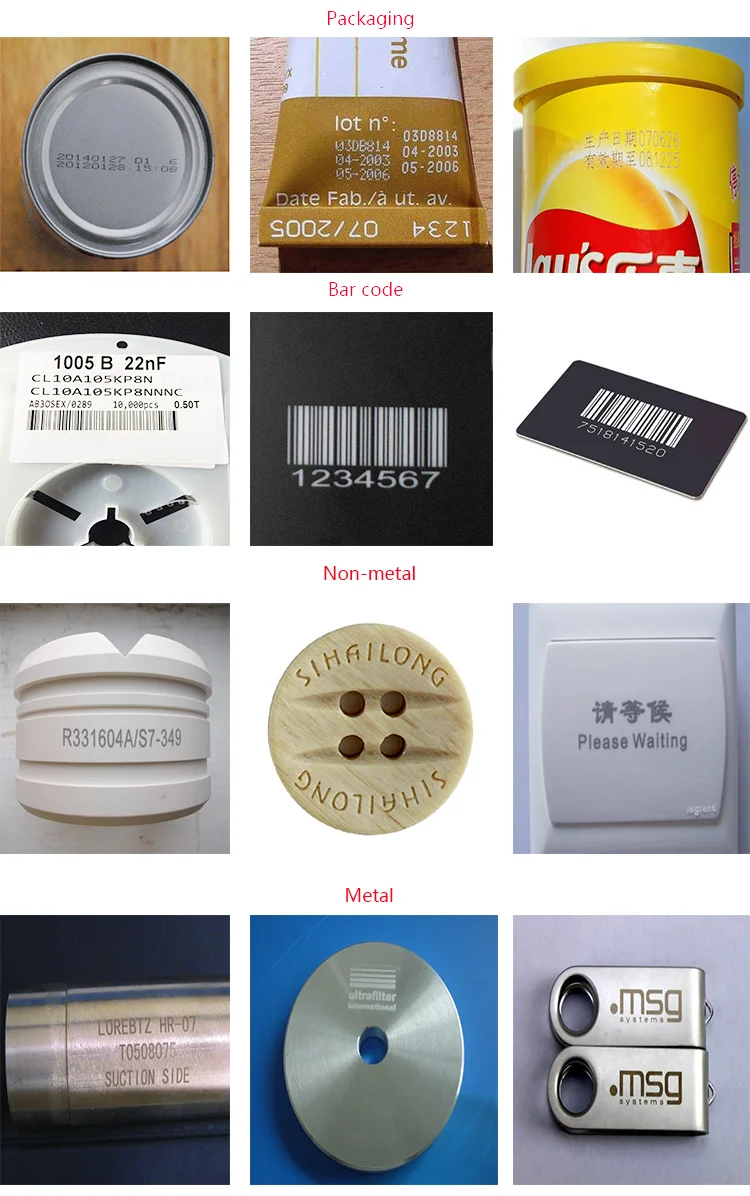
9、激光打标机由于不需要深雕,只是通过打注标识名称实现标识,大部分金属和非金属类的材质基本上都可以打标用到很少切割3,深度和速度不同激光雕刻机可以在大的行程尺寸雕刻,也可以切割,深度远远超过激光打标机激光打标机的速度比较快,一般能达到7000mms 4,价格也不尽相同激光打标机。
10、第一步校正方法该校正方法主要是校正 BOX 的整体大小,以及如果标记出来的正方形边线成为圆弧, 可以通过 该方法校正到直线因此通过该方法校正的 BOX 大部份是好的但是有时各个硬件匹配的精密度 不够,可能标记出来的正方形为梯形, 上下直线的长短不一样长当然偏差不能很大, 应该在 15mm。
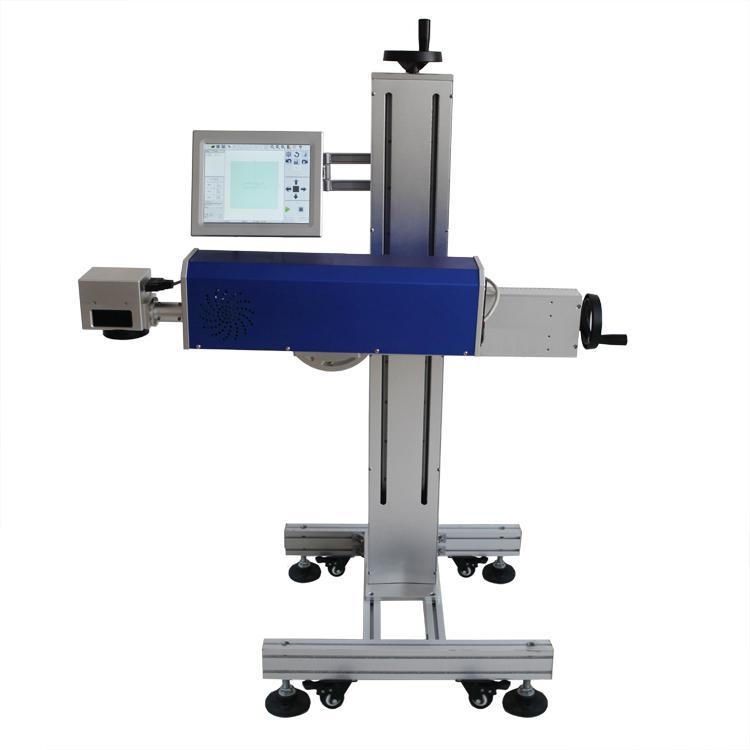
11、振镜振镜肯定能动啦,振镜就是电机带一块反射镜在一定得偏角范围内振动,振动的位置有控制器控制,像激光打标机上就用到这种振镜。
12、激光切割机是将从激光器发射出的激光,经光路系统,聚焦成高功率密度的激光束激光束照射到工件表面,使工件达到熔点或沸点,同时与光束同轴的高压气体将熔化或气化金属吹走随着光束与工件相对位置的移动,最终使材料形成切缝,从而达到切割的目的激光切割的优点之一是光束的能量密度高,一般10Wcm2。
13、2激光焊接机的激光脉冲波形 激光脉冲波形在激光焊接中是一个重要问题,尤其对于薄片焊接更为重要当高强度激光束射至材料表面,金属表面将会有60~98%的激光能量反射而损失掉,且反射率随表面温度变化在一个激光脉冲作用期间内,金属反射率的变化很大激光焊接技术 3激光焊接机的激光脉冲宽度。
转载请注明:玄武区利伟真钢材销售部 » 激光打标机 » 激光打标圆弧能量偏低(激光打标圆弧能量偏低的原因)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。