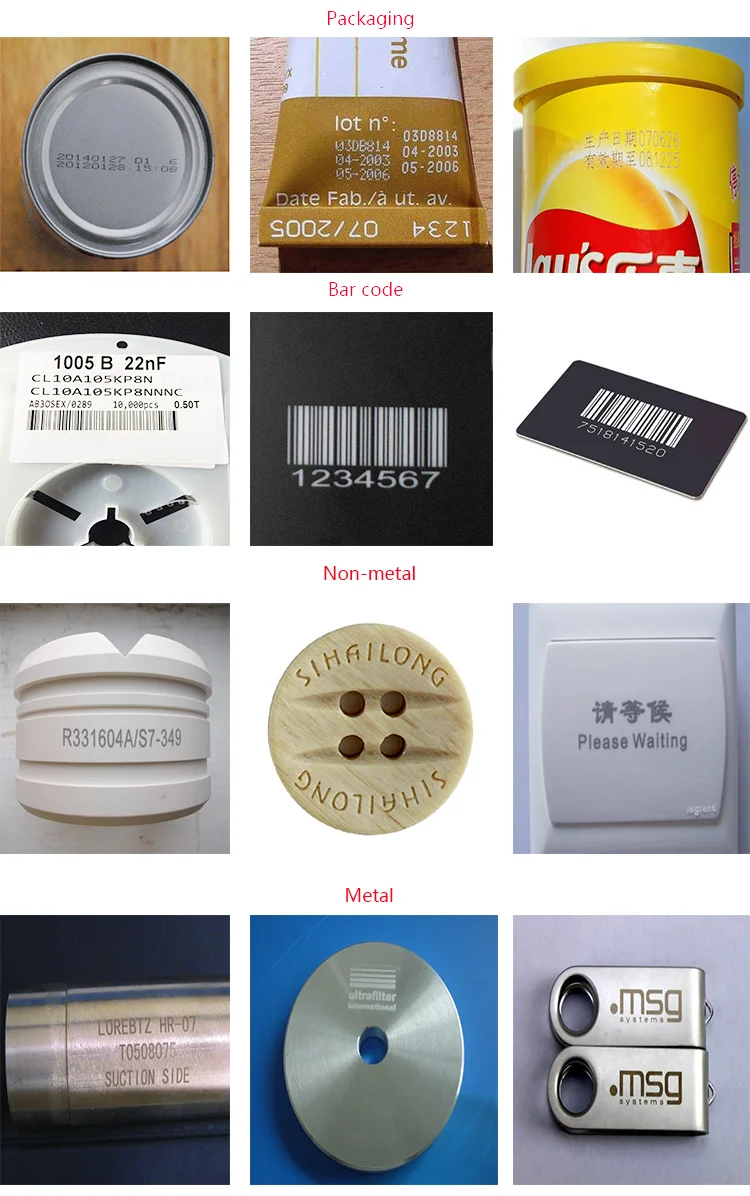
1、1首先查看是否有选择要激光打标的图档2然后检查焦距有没有调节正确,如果您使用的镜头是F=160的镜头 焦距一般在180mm,或者是直接调节升降架3功率是否过低频率是否在正常值光纤的频率一般在2030之间为正常值,CO2激光一般在310为正常值,紫外线一般在2050为正常值功率在测试的时候可以。
2、大族激光打标打出来字体反光解决步骤1将功率调到百分之十左右,把上镭射关了,再进行调光2用透明胶带贴在反光体上点射一下,确认光是否在反射镜中间,然后调反光镜上的三颗旋转螺丝进行调节,光打在镜筒中心,最后把激光嘴装上去再进行点射,是否在激光嘴中心3把激光功率调到百分之四十左右。
3、1点击编辑文本FI2点击打标区域,并在打标区域里显示“TEX信息“3点击文本类型选择“日期与时间”4把时间删除掉,并点击“添加修改应用quot5点击编辑文本FI6点击打标区域,并在打标区域里显示“TEX信息”7点击文本类型选择“日期与时间”。
4、开机,接通电源合上工控机后空气开关,d等待直至显示Windows xp界面点击han s laser ,打开软件打开激光器的钥匙开关与电源开关选择打图案红色,并勾住下位机工口,触发打标。
5、激光机的焦距都是固定的,用尺子量下好了,如果是不记得了,那就把激光机开到打标状态,高低移动,打的最清楚的地方就挺了,量下是多少,记住就好了。
6、这个你不需要懂Q频和Q释放,你说的电流数值应该是采用的灯泵或者侧泵的设备,只要你平常打标追求深度不要太深,电流正常在1015都可以接受的。
7、如果是在大族软件里输入的文字,在文本设置里面,有一个“排布方式”,选择圆弧排布,然后设置好圆弧半径开始角度等参数,确定即可如果是外来的图形,在CorelDRAW里直接描好图就行了。
8、然后框选需要导入Altium中的部分,执行快捷键“Ctrl+C”,复制2在CAD中执行菜单命令“FileNewacadisodwt”,新建一个DXF文件3然后执行快捷键“Ctrl+V”把刚才复制的板框粘贴到当前的DXF4执行保存,保存为“2004”版本的“Drawing1dxf”5按照正常的DXF导入方式进行导入就好了。
9、可以1在打标软件上找到它的图标“绘制条码”,点击它并点击软件图板2在左边编辑框“字体”下面选择对应的二维码类型,典型的有DATAMATRIX。
10、在3月30日,我正式加入了大族激光,开始了我的工作生涯入职手续快速办理,我在试用期内主要负责激光打标机的软件更新客户定制和维护从第一周的设备熟悉,到第二三周使用MFC进行功能开发,再到第四五周的多线段图形打标,每一步都充满了挑战和学习第六周至第八周,我被安排到内部定制项目。
11、这个去看下说明书就知道了,在软件帮助里面也有空适量步长就是空程走时一步的距离, 空适量步间延时就是空程走一步用的时间,跳转延时 就是跳转延时了 Q频率就是激光释放信号的频率。
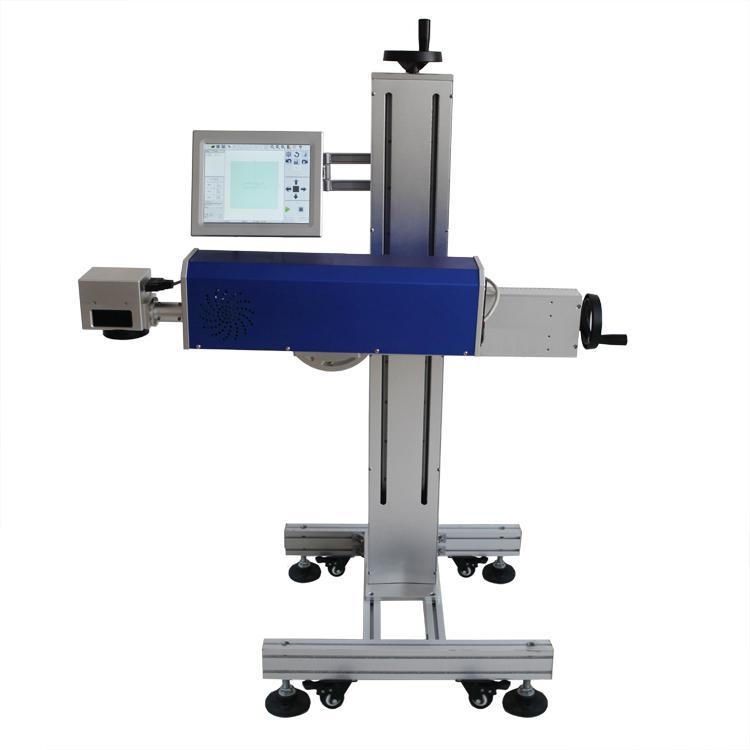
12、激光打标机其实很简单,会电脑的人都能很容易上手,但最好有人去教你半个小时,就基本上没有问题了操作打标机就是要会用打标机的控制软件,国内多数在用金橙子和八思量的控制软件和板卡,少数用的庆钰和大族的,如果是在线不停的打标机,则是用的另外二家的软件和板卡建议你找到设备对应的。
13、大族激光打标机用的软件是他们自己开发的打标软件,开发工具为C++ 大族激光为国内外客户提供一整套激光加工解决方案及相关配套设施,主要产品包括激光打标机系列如紫外激光打标机UV2EUV3S光纤激光打标机H20HM20等激光焊接机系列如PB25CEPB25机型激光切割机系列如S03550。
14、在三极管表面上涂一层不同颜色的油墨,然后再利用激光打标,也可以达到识别的效果三极管的表面被重新打磨过,标记也被打磨掉了重新激光标记它,前提是你不要标记得太深红光标刻系统参数等中国激光打标机网提醒您,调试时,最好能够在厂方人员的指导下,对各激光打标机的软件选项一一打开。
15、二维码和普通文本里面内容是一样的吗都是流水号如果内容是一样的话,普通文本里面的内容可以引用二维码里面的数据,有关数据引用的操作可以参考条码打印软件引用其他对象内容的方法如果需要修改的话,你可以在二维码和普通文本数据源中,修改一下起始位置,点击确定,就可以批量修改了,如图所示。
转载请注明:玄武区利伟真钢材销售部 » 激光打标机 » 大族激光动态打标方法(大族激光打标机打图片教程)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。