现在汽车制造行业及周边产品的生产已经和激光技术越来越亲密了,随着激光制造技术的快速发展,现在汽车工业中的光制造技术主要分为光“冷”加工、光“热”加工、光快速成型这3种类别,下面就给大家详细介绍一下。
1.光“冷”加工技术
与常规冷加工工艺相对应的光制造技术有激光切割、激光打孔、激光打标和激光切削。
激光切割机切割速度快,切口光滑平整,切边平行度好,无采购后续加工、切缝窄、切口无机械应力,无剪切毛刺、加工精度高,重复性好,不损伤工件表面。
")
激光打孔速度快、效率高,适合于数量多、高密度的群孔加工;激光打孔可获得大的深径比,可在硬、脆、软等各类材料上进行加工,甚至能在难加工材料倾斜面上加工小孔;激光打孔的工艺清洁,无污染。
")
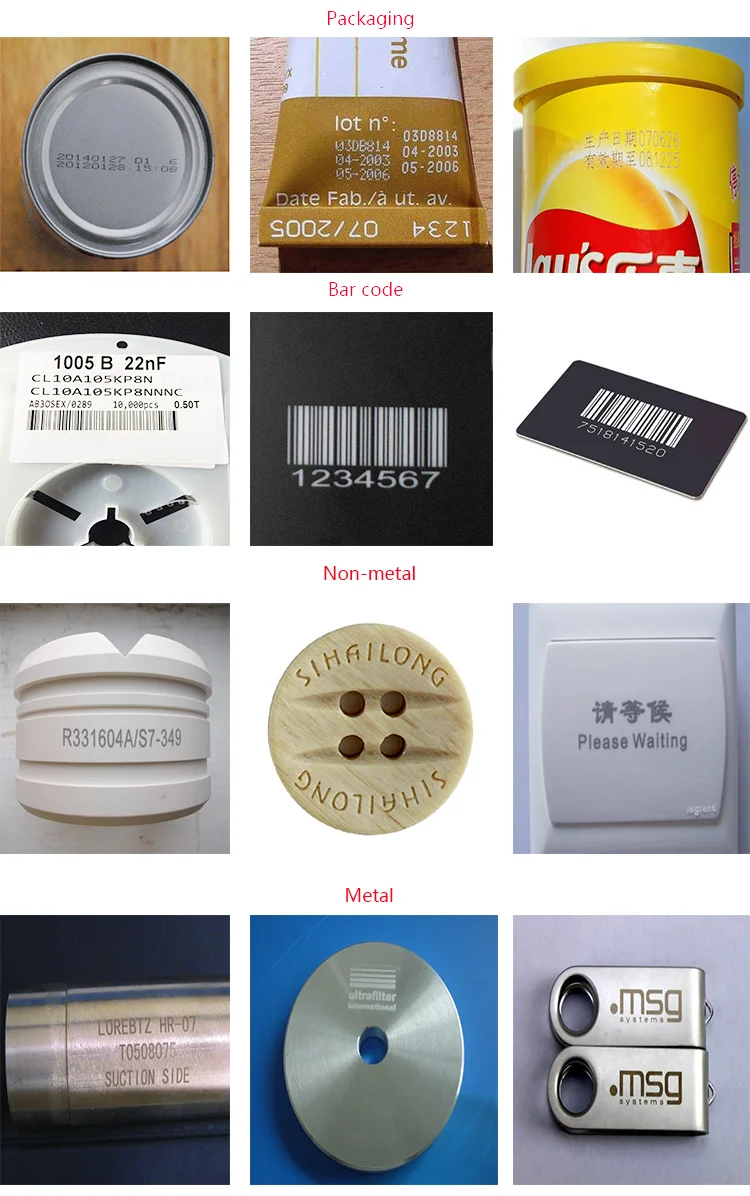
激光打标是非接触式打标,速度快,标记不易磨损,激光标记机又很容易与流水线结合。
激光切削加工是类似机械加工中铣削的一种工艺方法,它是利用聚焦激光束对材料逐层进行切削。
2.光“热”加工技术
与常规热加工工艺相对应的光制造技术有激光焊接、激光表面强化、激光熔敷与合金化。
激光焊接机是用高强度激光束将被焊金属局部加热至熔化温度以上熔合而成焊接接头的工艺过程。可焊接高熔点金属、非金属、复合材料等特殊材料,也可实现异种材料 的焊接和特殊结构的焊接;焊缝具有“自净化”作用,焊缝质量高;可进行精确焊接,一般不需填充金属;通过导光系统使激光束与多台设备构成柔性加工系统,焊 接的自动化程度高,生产效率高;在高能束焊接中,激光焊接最大的特点是不需要真空室,不产生x射线。
激光表面强化分为激光相变硬化和激光熔凝硬化两种。激光相变硬化又称为激光淬火,它是以高能量激光束快速扫描工件,使被照射的金属或合金表面温度以极快速度 升高到相就点以上,激光束离开被照射部位时,由于热传导作用,处于冷态的基体使其迅速冷却而进行自冷淬火,得到较细小的硬化层组织,硬度一般高于常规淬火 硬度;激光熔凝硬化过程与前述过程类似,不同的是激光使材料表面的加热温度更高,最终零件表面形成一层组织细小的焰凝硬化层。
激光熔敷是利用高能激光束照射熔敷材料,使其与基材表面薄层一起快速熔凝,形成与基材冶金结合的具有完全不同成分与性能的合金覆层。
3.光快速成型技术
光快速成型技术原理是在计算机的控制下,根据零件的cad等设计模型及数据,用激光束将成型材料逐层固化,由点、线构造零件的面(层),由面精确堆积成三维 实体模型或零件的过程。采用光快速成型技术,可显著缩短产品研制周期,大大降低研制费用,能够迅速生产出适应市场变化的产品,保持和加强产品在市场上的竞争力。同时,采用光快速成型技术也是实现并行工程及敏捷制造的有效技术途径。
进入新世纪,汽车工业正在步入能按用户要求进行柔性加工的精益生产阶段,汽车业出现了柔性模块式生产方式,现代汽车工业也在向着技术高新化的方向发展,汽车技术正经历着由传统机械制造技术向先进制造技术的转变,光制造技术为汽车的开发与生产制造注入了活力。
转载请注明:玄武区利伟真钢材销售部 » 激光打码机 » 激光打标ccd校准(激光打标校正系统)
版权声明
本文仅代表作者观点,不代表B5编程立场。
本文系作者授权发表,未经许可,不得转载。